TEL.072-259-2225(平日9:00~17:00)
TEL.072-259-2225(平日9:00~17:00)

 |
アルミニウムは、住宅、自動車、電機部品、産業機械、家庭用品など、多くの用途として使用されています。 アルミニウムは表面処理をしないで使用すると、空気中の酸素と反応し腐食が発生します。 アルマイトは、アルミニウムの防食として優れた表面処理方法です。 |
| 物理的長所 | 1.軽い | 比重が2.7で鉄(7.9)、チタン(4.5)よりも軽い |
|---|---|---|
| 2.美しい | 銀白色の清潔感のある色で、ほかの色とのコントラストがよく、アルマイトを付けることで、いろいろな色調にすることができます。 | |
| 3.反射率が大きい | 反射鏡として、使用されています。金属中で反射率が大きく、日光で91%程度である。 | |
| 4.加工性 | 押し出し、鋳造、圧延など自由に加工することができます。 | |
| 5.力学的強度 | 色々な金属の添加や、熱処理条件を変えることで、強度や弾性を変化させることができます。 | |
| 6.熱伝導性良好 | 室温での熱伝導率は鉄=84よりはるかによく、アルミは236となっています。ほかの熱伝導のよい金属の 伝導率は、金=320、銀=420、銅=398となっています(単位:wm-1 k-1またはW/(m・k)) |
|
| 7.電気伝導性がよい | 電線などに使用される銅の約60%の電気伝導率で比重が軽いので電線などにも利用されています。 | |
| 8.ガスの透過がない | 厚さ20µmのアルミ箔ですべてのガスは透過しない。パッキンやガス管にも使用できます。 |
| 化学的長所 | 1.無害である | 人体に有害の文献はなく、ミョウバンは大昔から使用しています。 アルミニウム製の食器や、炊飯器などにも使用されています。 |
|---|---|---|
| 2.耐食性と耐薬品性 | 鉄などに比べ優れている。アルマイト処理を施すことにより一層よくなります。 | |
| 3.接着性、潤滑性、耐摩耗性 | アルマイト処理を施すことで多孔質膜が生成し、その特性を利用しほかの物との接着性がよくなり、耐摩耗性が向上する。 多孔質膜の孔の利用により潤滑性、二次電解によるは金属の析出で導電性や、ブロンズ、プラックなどの色調変化にも応用できます。 |
|
| 4.地球での存在量 | 金属の中では地球上最多である。 |
アルミニウム合金は下記のように分類されます。
| アルミニウム | 純アルミニウム | 高純度アルミニウム | 99.9%以上 | JIS呼称 |
|---|---|---|---|---|
| 工業用純度アルミニウム | 99.70% | A1070 | ||
| 99.50% | A1050 | |||
| 99.00% | A1100 | |||
| アルミニウム合金 | Al-Cu系(Cuを3.5~6.8%含む) | A2000系 | ||
| Al-Mn系(Mnを3.5~6.8%含む) | A3000系 | |||
| Al-Si系(Siを多く含む) | A4000系 | |||
| Al-Mg系(Mgを0.5~5.0%含む) | A5000系 | |||
| Al-Mg-Si系(MgをSiを1.0%含む) | A6000系 | |||
| Al-Zn系(Znを0.5~5.0%含む) | A7000系 | |||
アルマイト処理は、前処理・陽極酸化・後処理で構成されています。
①「脱脂」→「水洗」→②「エッチング」→「水洗」→③「デスマット」
①アルミニウム材料は押し出し・圧延・鋳造・機械加工などの工程で油分が付いています。
その油分を取り除くための工程を「脱脂」といいます。
②表面の薄いスリキズや自然酸化皮膜(空気中の酸素と結合して生成する薄い被膜)の表面を水酸化ナトリウムなどで溶解し梨地にする工程を「エッチング」といいます。
③アルミニウム合金に含まれるアルミニウム以外の金属がエッチングすることで表面に析出します。その金属(スマット)を溶解する工程を「デスマット」といいます。
各工程の間に水洗工程があり、①から③までの工程を前処理工程といいます。
④「電解」→「水洗」→⑤「二次電解」→「水洗」
④前処理工程の済んだアルミニウム合金材料を陽極にして電気を電解液の中で流し陽極酸化皮膜を生成する工程を「電解」といいます。
⑤電解で生成した多孔質膜の穴に金属を電気的に入れる工程を「二次電解」といいます。
シルバーの製品は、「二次電解」工程にはいかずに水洗工程に進みます。
④から⑤までのエ程を陽極酸化工程といいます。
ここで陽極酸化皮膜の組成や仕組みについて説明します。
電解液で金属(例えば鉄[Fe])を陽極にして電気を流すと鉄は、金属イオンとなり(Fe……→Fe3+)溶け出します。
アルミニウムの場合は電解液中で発生する水の電気分解で生じる酸素イオン(O2+)と結合して(Al2+O3+……→Al2O3)となって酸化皮膜の層が生成します。
豆知識
アルマイトとメッキの違いについては、アルマイトは自身のアルミニウムが溶けながら酸化皮膜となりますが、メッキは製品を陰極にして溶解している金属を表面に析出させることでできるものです。
模式図で表すと
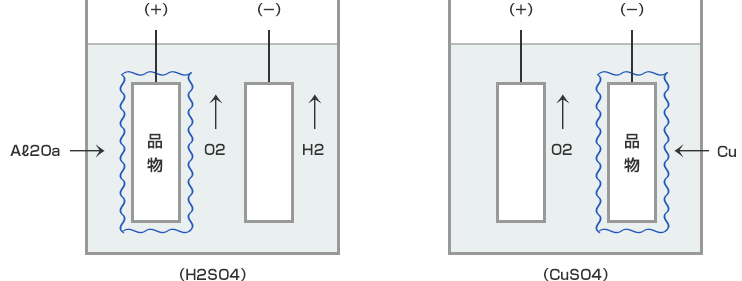
陽極酸化は、品物を陽極に(左)メッキは、品物を陰極に(右)

上図のように陽極酸化ではAlの溶解したぶんだけAl素地が減り、その約2倍のアルマイト層ができます。
一方で、メッキの場合は品物の上に異種金属の膜が重なるものです。
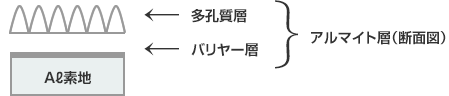
多孔質層は、実際にはハチの巣状の構造である。
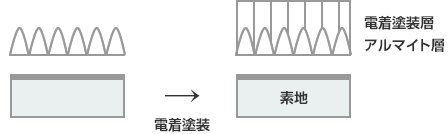
アルミニウムを陽極酸化して生成した多孔質層の孔の中に、金属(イオンや塩)を電気化学的に析出させて着色皮膜を得る方法です。
当社では、ニッケルを孔の中に析出させています。
そのニッケルの量が多いとブラック、中ぐらいでブロンズ色、少ないとステン色となります。

| ・硫酸(H2SO4):13~17W/V% ・温度:19~23℃ ・溶存アルミニウム量:20g/L以下 ・電流密度:0.6A~1.5A/d㎡(100d㎡=1㎡) ・電圧:12~18V ・時間:30~45分 |
生成する皮膜厚さは、次の式で計算できます。
0.3(定数)×電流密度(A/d㎡)×時間(分)=皮膜厚さ(μm)
(例 皮膜の狙い12μmの場合 0.3×1(A/d㎡)×40(分)=12μmとなります)
後処理は、アルマイトのみの製品(JISH8601 仕様品)と電着塗装製品(JISH8602 仕様品)とで2種類の工程に分かれます。
⑥「封孔」→⑦「湯洗」→⑧「乾燥」
⑥アルマイト皮膜の多孔質層の孔を封じることで耐食性を向上させる目的で行います。
沸騰水や、酢酸ニッケルなどの入った高温水で行います。
⑦封孔工程で製品の表面に析出するアルミ化合物を洗い流すために行う工程を「湯洗」といいます。
⑧製品を熱風で乾かす工程を「乾燥」工程といいます。
⑥「湯洗」→⑦「電着塗装」→「水洗」→「水洗」→⑧「焼き付け」
⑥製品の多孔質膜の中に入っている薬品成分の洗浄のために行う工程を「湯洗」工程といいます。
⑦水溶性塗料の中で電気化学的に塗装を凝着させる工程を「電着塗装」といいます。
⑧水溶性塗料を焼き付けすることにより樹脂を硬化させる工程を「焼き付け」工程といいます。
| ・塗料成分(アクリル・メラミン系水溶性樹脂) 7~11% ・溶剤(イソプロピルアルコール、ブチセロソルブなど) 3~7% ・残りの成分は純粋 ・液温度 19~23℃ ・電圧 100V~250V ・時間 2~5分 |